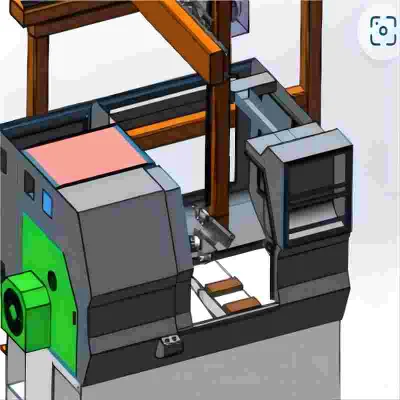
Линия литья прутка из бескислородной меди Shuhong и стан холодной прокатки
Линия непрерывного литья прутков из бескислородной меди и стан холодной прокатки
Описание
Базовая информация
| Роллинг-типа | Холоднокатаная/бескислородная медь |
| Транспортный пакет | Мореходная упаковка |
| Спецификация | CE, |
| товарный знак | ШУ ХОН |
| Источник | Чэнду, Китай |
| HS-код | 845590000 |
| Производственная мощность | 5000 комплектов/год |
Описание продукта
Линия непрерывного литья и стан холодной прокатки прутков из бескислородной медиЯ обрабатываю спецификацию
Поместите медный катод для обжига на подъемную систему над печью → Отрегулируйте скорость подачи в соответствии со скоростью разливки. Вставьте катод меди в плавильную печь для плавки (во избежание окисления необходимо использовать уголь) → Медная жидкость течет в переходную часть (во избежание окисления все еще необходим уголь) → Медная жидкость течет в раздаточную печь → Медная жидкость течет в Кристаллизатор состоит из Медных стержней → Медные стержни входят в тянущее устройство для движения вверх → проходят через выходную рамку → Медные стержни проходят через выходную рамку (для разделения отдельных стержней) → Медные стержни проходят через натяжную рамку (для контроля отбора) -вверх). Скорость) → Медные стержни проходят через намоточную машину для намотки → Следующий процесс
II Основные технические данные устройства
| НЕТ. | Имя | Спецификация |
| 1 | Модель № | Ш2417-И3 |
| 2 | Годовая мощность | 12000 тонн |
| 3 | Конструкция печи | Корпусная печь (2 плавильные печи, 1 раздаточная печь) |
| 4 | кастинг прядей | 24 |
| 5 | Диаметр литого стержня | 17 мм |
| 6 | Ускорение броска | 0~1000 мм/мин |
| 7 | Годовое рабочее время | 7920 часов |
| 8 | Точность отслеживания жидкости | ±2 мм |
| 9 | Стандарт Аувикельшпуле | φ700мм×φ1500мм×1200мм |
| 10 | Скорость плавления меди | 1520 кг/ч |
| 11 | Потребляемая мощность при плавке меди | <350 kWh/Tonne |
| 12 | Форма приема | ручная регулировка |
| 13 | Подход с приводом от приемной пластины | продавливается медным стержнем |
| 14 | Способ подачи материала | цельный кусок электролитического медного катода, подаваемый электрическим подъемным устройством |
| 15 | Восходящий подход | с приводом от серводвигателя переменного тока, подключенного к бесзазорной синхронной передаче |
| Метод зажима стержня | Напряжение воздуха | |
| пользовательский интерфейс | Отображение данных, управление серводвигателем через сенсорный экран | |
III Другое объяснение
1. Требования к сырью: катодная медь 99,97%.
Поверхность медного катода должна быть чистой, на ней не должно быть электролита и жирных веществ.
Никакой «медной бобины» быть не должно, если она есть, ее необходимо удалить. И поверхность, и край должны быть гладкими.
Если у оборудования нет механического устройства подачи, медные материалы следует нарезать на мелкие кусочки для облегчения подачи.
2. Требования к древесному углю
Высококачественный белый уголь (широко известный как стальной уголь, грушевый уголь)
Содержание воды: 0,5 ~ 1%
Другие летучие вещества: ≤5%
Размер частиц углерода: 30-70 мм
Серу, железо и древесный уголь нельзя было прокаливать.
Разрыв должен быть блестящим, иметь белый свет и издавать чистый звук, когда он сломан.
Пред: PE/HDPE пластиковые водопроводные трубы/машина для производства труб/экструзионная линия
Следующий: Высокоточный стан холодной прокатки листового и профильного проката
Наш контакт
Отправить сейчас